En esta ocasión vamos a centrarnos en explicar las principales diferencias entre el PET-G Grilon3 y el E-PET 3N3, y así ayudar en lo posible a nuestros clientes a conocer más los materiales y así lograr siempre la elección del material más adecuado según sus necesidades.
Mientras que el PET (polietileno tereftalato), es un polímero que se obtiene mediante la combinación de dos monómeros a partir de una reacción de policondensación teniendo como resultado un polímero termoplástico lineal con un alto grado de cristalinidad. Para E-PET utilizamos grados recuperados de su primer uso, lo que le da un índice “verde” alto y un bajo precio.
El PET-G tiene la misma composición que el PET virgen, al que se le ha añadido un aditivo como es el glicol. Con esta variación, este copoliéster polímero consigue tener un comportamiento mejorado respecto a su antecesor en diferentes aspectos como son su transparencia, resistencia o flexibilidad, aparte de emplear materia prima virgen para la presentación en marca Grilon3.
Calidad óptica
 El E-PET se define por ser un material semicristalino, este, cuando sufre procesos de calentamiento, según como se produzcan, puede ver algo alterado su aspecto, presentando eventualmente cierto grado de blanqueamiento. Esta alteración es debida a que ha sufrido un proceso de cristalización, es decir, las cadenas de polímero que lo componen se alinean y afectan a su traslucidez.
El E-PET se define por ser un material semicristalino, este, cuando sufre procesos de calentamiento, según como se produzcan, puede ver algo alterado su aspecto, presentando eventualmente cierto grado de blanqueamiento. Esta alteración es debida a que ha sufrido un proceso de cristalización, es decir, las cadenas de polímero que lo componen se alinean y afectan a su traslucidez.
El PET-G, es un copoliéster amorfo el cual no cristaliza con el aumento de temperatura ni con otros procesos de manipulación. Esto lo hace más imprimible y más propenso a entregar una translucencia casi absoluta.
Resistencia al impacto
Al E-PET aunque con un habitual buen comportamiento al impacto, el efecto de la posible cristalización además de alterar su aspecto físico puede afectar a su resistencia. Así, encontrar su punto térmico ideal se vuelve crucial y así se evita su cristalización. El E-PET puede ver comprometida su capacidad de carga si se ha salido de la pequeña ventana ideal de temperatura de extrusión que tiene. Esta problemática en el PET-G no se produce, definiéndose por ser un termoplástico que se caracteriza por tener un amplio rango térmico de uso y una alta estabilidad al impacto, aunque tanto su resistencia Izod como su rango de resistencia a temperatura de trabajo es algo inferior a la del E-PET.
Impresión a menor temperatura
Siempre se ha de trabajar en un rango de temperaturas de 240ºC a 250ºC, en el caso del E-PET, en cambio con el PET-G, el rango es mas amplio, de 220ºC a 240ºC.
Se ha de decir, que en el caso de E-PET, para evitar que se produzca su cristalización y por tanto su alteración de comportamiento ya sea antes, durante o después de impreso, se debe:
- Evitar dejar el material puesto en maquina sin imprimirse, el uso ideal de E-PET es calentar, cargar el material, imprimir y de no usarse más, retirar de inmediato con el hotend en temperatura. Los Swaps de materiales entre E-PET entrante o saliente con otro material, no son recomendados.
- Procurar mantener bien constante la temperatura de extrusión, el rango térmico de uso no es superior a 10ºC y no debe ser mayor a eso, evitar GCODES que cambien temperatura según capa que imprime y emplear muy suavemente el Fan de Capa, en caso de ser rigurosamente necesario.
- Si en algún momento se ve que el material impreso decolora o se opaca, es una degradación del pigmento, primer indicador que luego de eso puede cristalizar el material. Cabe aclarar que los pigmentos base son reciclados también, conjuntamente con el material.
E-PET y PET-G, Alta resistencia a gran variedad de químicos
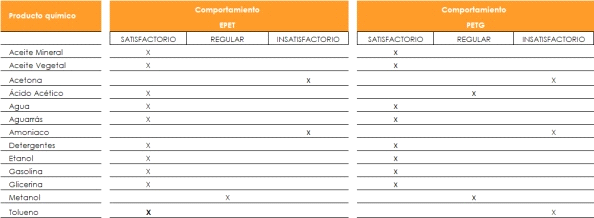
 Los dos materiales tienen muy buen comportamiento ante un gran número de químicos, así, el E-PET se caracteriza por su resistencia a un gran número de ácidos, alcoholes y sales, así como a plastificantes. Con buena actuación al verse expuesto a hidrocarburos como el xileno, los aceites minerales y el petróleo, ésta se ve limitada en contacto con hidrocarburos alifáticos y se ha de evitar la exposición ante acetonas y bencenos. El PET-G responde satisfactoriamente ante los hidrocarburos como los aceites minerales y vegetales, la trementina, el hipoclorito de sodio y los alcoholes: etanol y glicerina y de manera regular al metanol, se ve atacado por disolventes como son las acetonas, el cloroformo y el éter etílico, además de por amoniaco o el tolueno.
Los dos materiales tienen muy buen comportamiento ante un gran número de químicos, así, el E-PET se caracteriza por su resistencia a un gran número de ácidos, alcoholes y sales, así como a plastificantes. Con buena actuación al verse expuesto a hidrocarburos como el xileno, los aceites minerales y el petróleo, ésta se ve limitada en contacto con hidrocarburos alifáticos y se ha de evitar la exposición ante acetonas y bencenos. El PET-G responde satisfactoriamente ante los hidrocarburos como los aceites minerales y vegetales, la trementina, el hipoclorito de sodio y los alcoholes: etanol y glicerina y de manera regular al metanol, se ve atacado por disolventes como son las acetonas, el cloroformo y el éter etílico, además de por amoniaco o el tolueno.
Materiales con certificado FDA
Si bien en ambos casos, estos materiales satisfacen los requisitos de la FDA (Food and Drug Administration, EEUU) por lo que están certificados para estar en contacto con piel y alimentos, además de poder usarse en aplicaciones médicas. El E-PET es inodoro e insípido y puede ser esterilizado con rayos gamma o con óxido de etileno. Pero no extendemos la certificación al filamento E-PET producto de ser origen ecológico, con materia prima no trazada.
En cambio el PET-G sí es un Filamento FDA por usar materia prima virgen bajo GMPs de nuestra planta (Sólo en versión NATURAL). A lo antes mencionado del material E-PET, al PET-G también se puede esterilizar por radiación, pero no con autoclave.
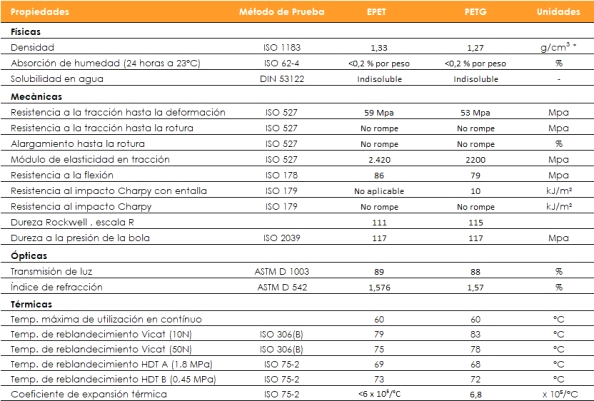
Características Estándar del E-PET, comparado con PET-G
Resistencia química de materiales