
Imprimir piezas impermeables en impresión 3D es todo un reto, por eso tenemos que tener varios factores en cuenta, como la elección del material adecuado, los parámetros de impresión y el postprocesado de nuestra pieza para conseguir que nuestra pieza sea estanca.
En impresión 3D, los modelos 3D no suelen ser herméticos o resistentes al agua. Las impresiones FDM se producen capa por capa y generalmente entre esas capas hay pequeños huecos o agujeros por donde se puede escapar el agua o cualquier líquido que vayas a introducir en tu pieza.
Si te interesa imprimir piezas 3D impermeables en impresión FDM, te vamos a mostrar todos los trucos para reducir la porosidad y eliminar los huecos de tu pieza para que las impresiones sean más funcionales.
Elección de materiales
Si vas a imprimir modelos con paredes gruesas no afecta que material elijas. En cambio, cuando las paredes son delgadas, se pueden elegir materiales como PP, o ABS.
Seguidos de otros filamentos un poco más porosos como HIPS, Nylon, PETG o PLA, aunque los mejores resultados generalmente los conseguirás con filamentos que tienen las mejores propiedades de adhesión capa a capa, como es el caso del polipropileno.
El PLA es el filamento más común y fácil de procesar, pero tiene algunas desventajas a la hora de conseguir una pieza hermética.
Como muchos otros materiales, el PLA absorbe la humedad o el agua con el tiempo, por lo que pierde la capacidad de retener agua. Si la pieza de PLA contiene agua puede degradarse y después de pasar el tiempo podría filtrarse el agua. Esto se solucionaría en cierta medida cambiando los parámetros de impresión y trabajando el postprocesado de la pieza.
El filamento ABS también absorbe humedad y agua, pero un poco menos que el PLA. Uno de sus beneficios es que puedes conseguir un acabado brillante y suave en el proceso de postprocesado gracias al alisado químico que tiene con la acetona. Esto también ayudará a que sea impermeable.
PETG es uno de los mejores filamentos para impresiones impermeables. En comparación con otros filamentos, la absorción del agua es menor y presenta gran capacidad de impresión y resistencia química y térmica.
El único filamento que es hidrófobo (es decir, que no absorbe el agua) es PP, que es la abreviatura de polipropileno, por eso muchos usuarios que buscan piezas estancas lo eligen como primer opción.
Al ser un material técnico requiere un poco más de experiencia por parte del usuario, con respecto a otros materiales más comunes como el PLA o el ABS.
Configuración de impresión
Una vez que ya tenemos los diferentes materiales a elegir, vamos a descubrir los ajustes y parámetros de impresión en PrusaSlicer para imprimir piezas impermeables.

Perímetros y Patrón de relleno correcto
Las impresiones se pueden hacer con diferentes configuraciones de relleno y con diferentes perímetros. Aquellos diseños con paredes más gruesas retienen mucho mejor el agua que las paredes finas.
La cantidad de perímetros (paredes) es el elemento más importante para imprimir piezas impermeables. Cuantos más perímetros se utilicen, más limites para que el agua se cuele por la pieza. Por so, siempre es recomendable utilizar entre 4-6 paredes dependiendo del material a imprimir y aumentar el relleno de la pieza. Es decir, a más perímetros, mayor impermeabilidad.
Si se imprimen modelos con paredes gruesas, no es necesario imprimir con más porcentaje de relleno. Un mayor número de perímetros no solo aumenta la impermeabilidad, si no también las propiedades mecánicas del modelo.
También hay un riesgo entre las brechas de los puntos de contacto entre los perímetros y el relleno. Por eso cuanto más perímetros menos riesgo de fugas. Si es necesario, también se puede marcar la casilla de “perímetros adicionales” y detectar perímetros con puente.
Altura de capa
La altura de capa también influye para imprimir piezas impermeables, pero parece que la principal fuente de fuga no es el contacto entre las capas sino las costuras y las transiciones entre el relleno sólido y los perímetros.
Imprimir con capas más gruesas no reduce el espacio entre capa y capa, por lo tanto tampoco mejora la impermeabilidad.

Imprimir con capas más gruesas solo tiene sentido si vas a imprimir con una boquilla más ancha. Cuando hablamos de boquillas genéricas de 0.4 es mejor imprimir a una altura de capa de 0.15mm. Imprimir a esta altura de capa no solo proporciona gran calidad de impresión, si no una gran impermeabilidad.
El objetivo principal es hacer que la pared sea lo más densa posible y para lograrlo lo mejor es imprimir con una altura de capa baja, relleno sólido y una temperatura alta.
Utilizar boquillas anchas
Las boquillas o nozzles anchos tienen muchas ventajas a la hora de imprimir piezas impermeables. Cuanto más alta y ancha sea la capa, menos espacio tendrá los líquidos para colarse entre las capas.
Por eso, para imprimir una pieza y evitar que se desprenda el agua, siempre será mejor que uses una boquilla de 0,6 o 0,8mm.
Capas superiores/ inferiores
También es un factor importante con el que se puede trabajar para conseguir impermeabilidad. Uno de los principales problemas con las capas sólidas inferiores es la superposición de relleno entre las capas sólidas y los perímetros.
Superposición de Relleno
La superposición de relleno aplica una superposición adicional entre relleno y perímetros para conseguir una mejor unión.
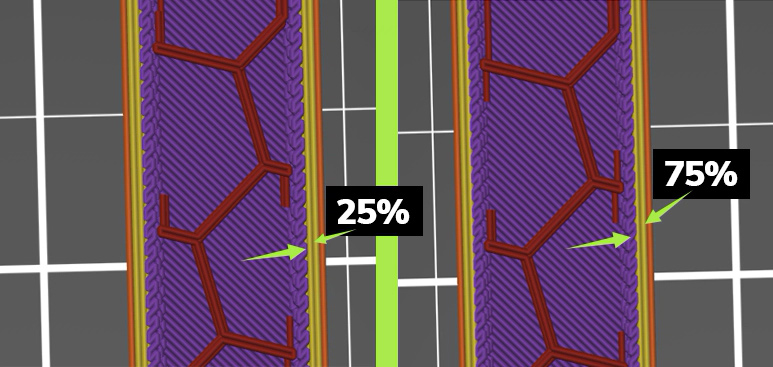
De forma predeterminada se obtiene un valor del 25% en el laminador de Prusa, aunque es posible ir jugando con este valor hasta conseguir el punto óptimo para ayudar a la estanqueidad de la pieza.
A modo de ejemplo, en la siguiente imagen, configurada con 3 perímetros, se puede ver una superposición de relleno del 25% y 75%, donde se ve como la pared vertical (en morado) penetra un 25% y un 75% en el perímetro más interior.
Temperatura
La resistencia al calor no es algo tan influyente en la resistencia al agua de la pieza, pero también es importante para conseguir la impermeabilidad.
Si vamos a imprimir con una altura de capa baja, lo ideal es aumentar la temperatura para que haya mejor unión y menos huecos entre capa y capa.
También puedes probar a bajar el ventilador de capa para mejorar la adhesión entre capas. Teniendo cuidado que no se te deformen las piezas.
Flujo
Si aumentas el flujo de la impresora, también puedes hacer que el modelo sea mucho más resistente al agua. Hay que tener en cuenta que si imprimimos con más flujo, esto nos puede causar más hilos en los movimientos de retracción.
Con el laminador de Prusa Slicerhay que elegir en el parámetro de multiplicador de extrusión, un valor acorde al material que se esté utilizando, por ejemplo, el PLA, que suele tener un flujo del 95-100% (0.95 – 1), lo podremos apurar hasta el 105-110% (1.05 – 1.1).
Con piezas con un valor cercano a 1, se obtiene más impermeabilidad porque se juntan más las capas. Los valores elevados a 1,1 son pueden hacer que tengamos defectos estéticos en nuestra pieza.
Parámetro de Multiextrusión en la impresora 3D
Este factor es igual que el flujo o el multiplicador de extrusión que se puede cambiar en tu laminador. Pero en esta ocasión se puede ajustar ya imprimiendo en tu impresora 3D.
Si una vez que estás imprimiendo el modelo 3D, te das cuenta que el flujo no es suficiente siempre se puede subir el multiplicador de extrusión de 100% a 110% o 115% para que la impresora deposite así, más material y cierre bien las grietas y huecos que quedan entre capa y capa.
Este es un truco que suelen utilizar bastantes makers para compensar los defectos de configuración del laminado de una manera sencilla, aunque hay quienes prefieren no tocar este parámetro para no descalibrar su impresora.
No olvidar
Para tener diseños óptimos, hay que tener en cuenta la limpieza y el mantenimiento de alguna de las partes de nuestra impresora 3D.
Hay que asegurarse que la boquilla esté limpia tanto por fuera como por dentro, ya que las partículas de polvo pueden hacer que se produzcan mini atascos o una pequeña obstrucción de la boquilla, haciendo que se extruya menos filamento. Esto puede aumentar la cantidad de huecos o agujeros entre las capas dentro de la impresión.
Hacer pausas en la impresión y reanudarla más tarde, también puede crear un espacio entre las capas por donde entraría el agua.
Impermeabilizar tu pieza con postprocesado
Si después de haber aplicado todos los ajustes de laminación que hemos comentado anteriormente, tu pieza no ha conseguido ser impermeable, siempre se puede puede mejorar el resultado con un buen trabajo de postprocesado.
En impresión 3D, gracias a algunos ajustes de postprocesado, se puede obtener una pieza que contiene una buena estanqueidad o una porosidad que no tenga peligro de sufrir ningún tipo de fuga.

Como comentamos antes, se puede hacer que la pieza sea impermeable a través de la configuración de laminación sin ningún procesamiento posterior, pero si no se ha conseguido la impermeabilidad que deseada en el proceso de laminación de la pieza, también es posible hacerlo en un proceso de posterior a través de unos sencillos pasos:
Recubrir las piezas con recubrimiento epoxi
La resina epoxi es uno de los productos que más se suele utilizar en postprocesado porque es muy densa y viscosa para alisar las piezas, eliminar poros en la impresión o simplemente reducir los huecos entre las capas para crear una capa impermeable y brillante.
Si se desea recubrir piezas que van a estar en contacto con alimentos es importante constatar la elección de resina alimentaria.
Es uno de los procesos más rápidos y sencillos para cubrir tu pieza con una capa impermeable, aunque hay que tener en cuenta que este proceso puede tardar un poco más al esperar que se seque la capa de adhesión.
Acetona
Antes de nada tenemos que tener en cuenta que la acetona es un químico peligroso.
La acetona se suele utilizar para pegar piezas de ABS, aunque también es un producto clave para alisar químicamente las piezas de impresión en menos de veinte minutos.
Al utilizar este tipo de disolvente, la acetona disuelve una pequeña parte de la superficie impresa, haciendo que tenga un acabado mucho más liso y brillante.
Hay que tener cuidado durante el suavizado porque ABS es propenso a deformarse, por eso hay que tener cuidado si se trabaja con diseños más grandes.
El PLA también puede estar en contacto con la acetona, pero hay que tener cuidado y trabajar con rapidez porque podría derretirse si está mucho tiempo en contacto con este químico, llegando a producirse grietas.
Barniz acrílico
Para hacer un impresión a prueba de agua, el barniz acrílico transparente es una de las opciones más simples y fáciles por su secado ultra rápido y el uso de agua común como diluyente.
Hay que tener en cuenta que este tipo de postprocesado no es adecuado para imprimir piezas impermeables que estén en contacto con alimentos.
Después de haber creado una pieza resistente al agua, o haber hecho el trabajo de postprocesado, lo ideal es probarla para saber si hay que cambiar de filamento o ajustar los parámetros de impresión.
En las primeras impresiones es posible que sea necesario hacer diferentes pruebas para llegar a la estanqueidad ideal de tu pieza, ajustando más parámetros o simplemente realizando otro proceso de postprocesado, incluso usar un material diferente.
FUENTE: impresoras3d.com