En el uso de impresoras 3D (FFF/FDM) pueden aparecer problemas e imprevistos (sobre todo en impresoras 3D no profesionales) a la hora de realizar las impresiones de los modelos que necesita el usuario. Esto provoca incordios, retrasos y demás inconvenientes que el usuario de la impresora 3D no desea que le ocurra nunca. Con lo cual, en este artículo se procede a dar una serie de consejos para solucionar estos problemas típicos.
Ausencia de filamento al inicio de la impresión
Cuando comienza la impresión se puede dar el caso que no salga cantidad alguna de filamento. Esto puede ser debido a:
Altura de la base muy próxima al nozzle
Esto se soluciona haciendo un nivelado de la base.
Temperatura excesiva del extrusor
Debido a esperas al inicio de la impresión, se puede dar el caso que el material que está en el final de HotEnd se deposite en la base por el efecto de la propia gravedad, provocando una ausencia de material a la hora de comenzar la impresión.
Mala regulación de la tensión del extrusor
Si el tensor está muy flojo, puede ocurrir que el filamento no se desplace por el extrusor, en cambio, si está muy apretado, marcará el filamento provocando en mal acabado superficial de mala calidad.
Extrusor atascado
Este problema es uno de los peores que pueden ocurrir a una impresora 3D. Cuando ocurre esto el primer paso es sobrecalentar en unos 10-20 ºC la temperatura en referencia al último material utilizado e introducir un filamento de limpieza hasta que este salga limpio y de forma continua.
Un buen truco es activar la opción de la línea de contorno alrededor de la pieza (skirt) y así asegurar la salida de material del extrusor antes de iniciar la impresión de la propia pieza.
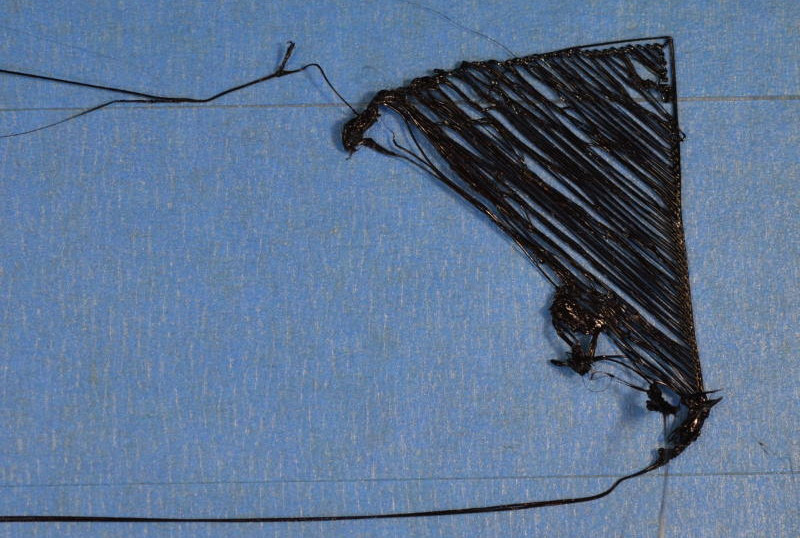
Problemas con la primera capa
Solucionado el problema de la falta de filamento al inicio de la impresión, puede ocurrir que la primera capa impresa no se adhiera a la base. Esto puede ser debido a:
Demasiada altura entre el extrusor y la base
Este problema se observa comprobando de forma visual esta distancia, cuando la impresora 3D está haciendo la primera capa.
Temperatura inadecuada de la base
Ciertos tipos de filamentos necesitan que la base tenga una temperatura superior a la del ambiente, por ejemplo el ABS. Si este parámetro no se cumple, seguro que aparece dicho problema. A parte de la temperatura, hay materiales que precisan de un adhesivo para la base. Antes de aplicar estos adhesivos es aconsejable lavar bien la base.
Velocidad excesiva de impresión
Para la mayoría de impresoras 3D se recomienda una velocidad de la primera capa de 25 mm/s. Si se supera notablemente esta velocidad, el riesgo de que la primera capa no se adhiera a la base es muy alto.
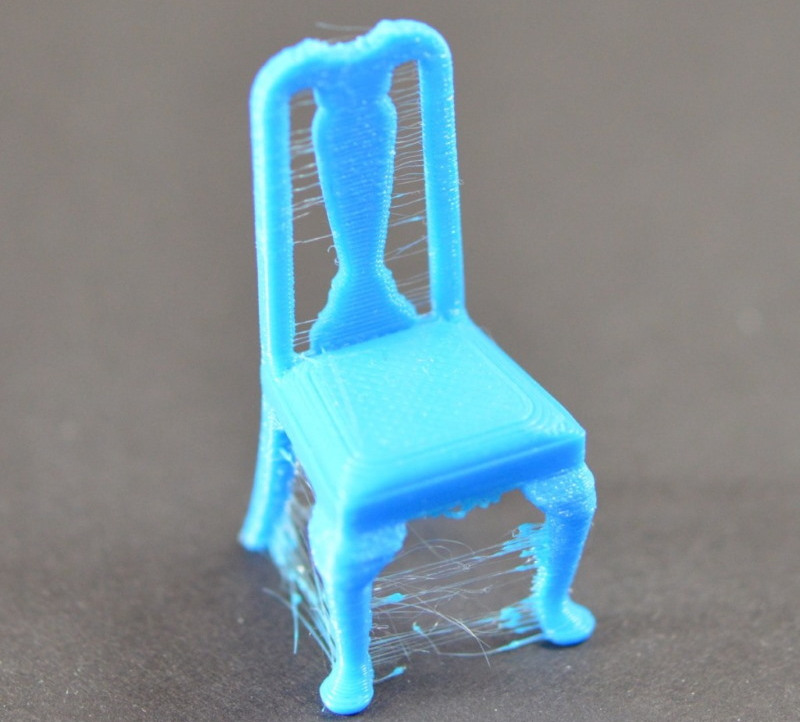
Hilos rodeando la o las piezas
Es habitual ver en impresiones 3D hilos de material rodeando la pieza o entre las piezas que se están haciendo simultáneamente. Este error es debido normalmente a parámetros ligados con la retracción del extrusor:
Distancia de retracción insuficiente
Este error es muy usual en sistemas “bowden”, en los que existe mucha distancia entre en motor del extrusor y el HotEnd. Esta distancia varía con el tipo de material, siendo 8 mm una medida buena para empezar y aumentarla si el problema persiste.
Velocidad de retracción
Para este parámetro se debe considerar el tamaño de la pieza y las distancia entre piezas. Si la pieza o la distancia es pequeña, se necesita más velocidad para que le dé tiempo al motor del extrusor hacer el recorrido de retroceso del filamento. Si la velocidad es excesiva, se crearán burbujas en el interior del HotEnd y la polea del extrusor marcará mucho el filamento.
Puntos negros (carbonizados) en la pieza impresa
Cuando se divisa este error de impresión, es debido a que en la parte exterior del nozzle había restos de filamento. Estas deposiciones se vuelven viscosas con la temperatura y con el movimiento del extrusor se trasladan hasta llegar a la pieza que se está imprimiendo. Estas deposiciones se producen por lo normal al inicio de la impresión, en el momento que el extrusor realiza en “home” del eje z, restos que cuelgan del nozzle se colocan en la parte exterior de este. Para evitar el problema, al inicio de la impresión hay que revisar que no ocurra esto, y en caso de que suceda, retirar el filamento del nozzle con unas pinzas.
Piezas a medio hacer
Este problema es uno de los peores debido al retraso que produce en el tiempo de imprimir una pieza y porque se produce por motivos fáciles de corregir. Antes de comenzar una impresión se debe asegurar que la cantidad de filamento dispone es suficiente, pesando el filamento. Un consejo práctico (piezas pequeñas o medianas) para aproximar la longitud de filamento del que se dispone es, medir el diámetro del filamento enrollado, calcular su perímetro y multiplicarlo por en número de espiras que hay en la bobina. Otro motivo puede ser que se produzca un solapamiento del filamento, impidiendo que el material se introduzca por la polea del motor del extrusor. Por último, sí el tensor de la polea del extrusor no tiene suficiente apriete, el filamento no avanzará por este, deteniendo la salida de material por el nozzle.
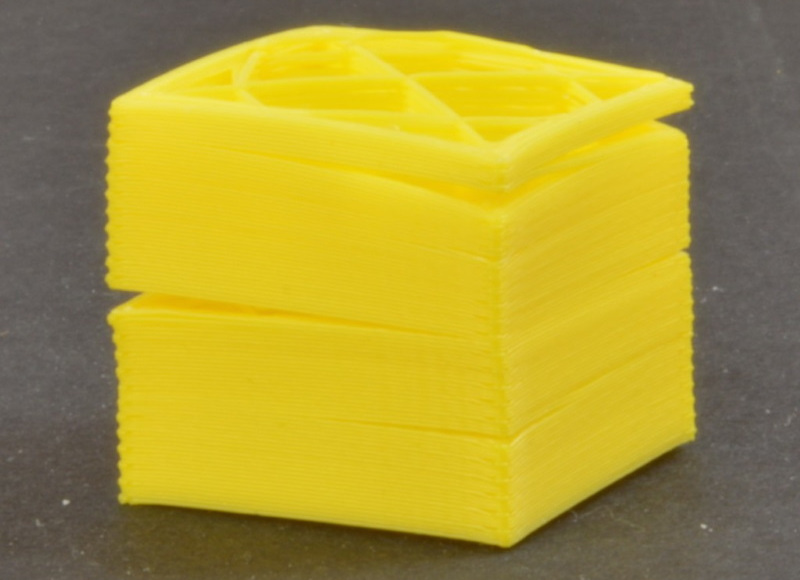
Separación entre capas
La impresión 3D FDM funciona construyendo los objetos capa sobre capa hasta obtener la forma deseada. Si las capas adyacentes no se unen de forma correcta, la pieza final puede romperse por la unión de las capas. Este problema puede ser debido a dos motivos:
Altura de capa excesiva
Durante la impresión 3D de una pieza se debe asegurar que cada capa que se está fabricando presione a la capa inferior lo suficiente para que las dos capas se unan de forma resistente. Se puede tomar por normal general que la altura de capa no puede ser más del 80% del diámetro de salida del nozzle. Por ejemplo, al utilizar un nozzle de 0.4 mm, la altura de capa no debería ser mayor a 0.32 mm. Si durante una impresión se detecta separación entre capas, es recomendable reducir la altura de capa.
Temperatura de extrusión demasiado baja
Una vez comprobado que la altura de capa es la correcta, pero persiste la separación entre capas, el problema se encuentra en la temperatura de extrusión. Si la temperatura que alcanza el filamento no es lo suficientemente caliente, la adherencia con la capa inferior será mala, lo que provocará que rompa con facilidad la pieza. Por ejemplo, el PLA se puede imprimir a 180 ºC pero cuando un usuario realiza piezas con velocidades altas (60 mm/s), la temperatura de extrusión no es suficiente para que las capas se adhieran con fuerza, por eso se debe aumentar la temperatura en intervalos de 10 ºC hasta conseguir una buena conexión entre capas.
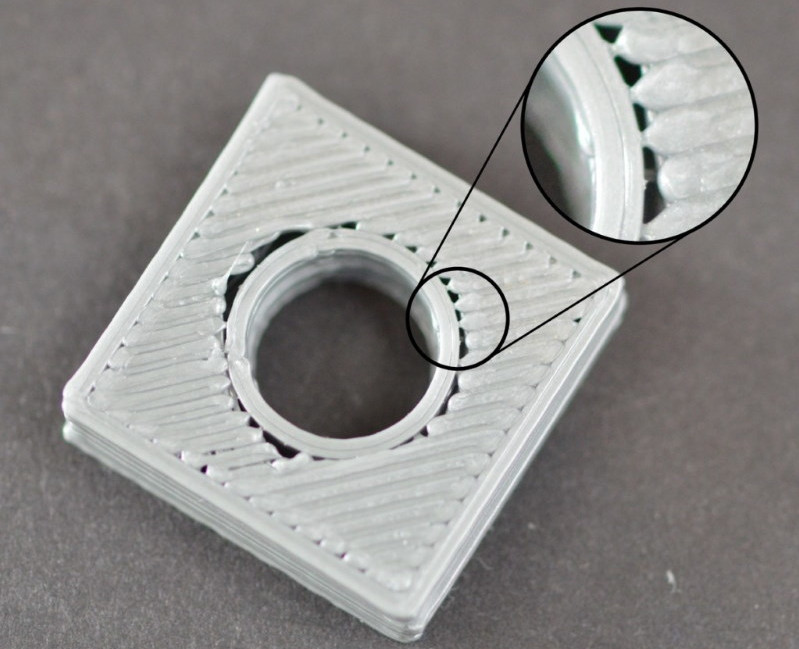
Falta de material entre las capas exteriores y el relleno (overlap)
Este síntoma es de fácil determinación, ya que solo hay que observar la pieza con determinación unos segundos y ver la separación entre las capas exteriores y el relleno. Para solucionarlo se debe aumentar el porcentaje de “overlap”, que por lo normal se encuentra en un 15 %, subirlo a un 20 % o 25 % en caso de tener este problema.
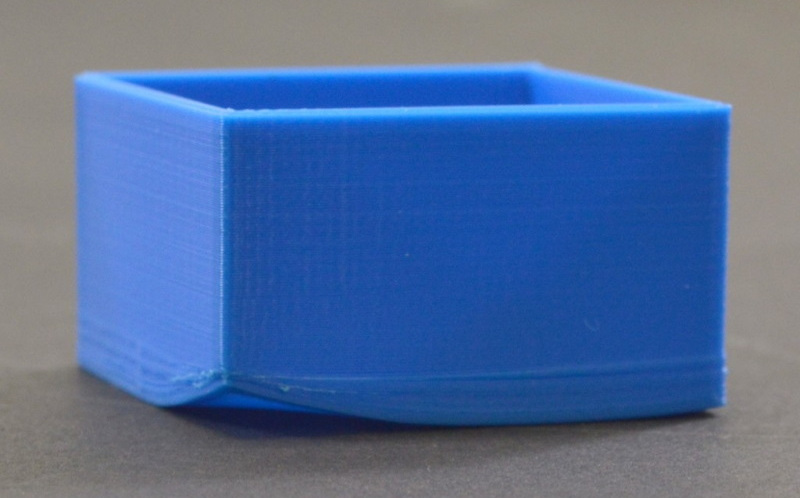
Warping
Se denomina “warping” al pandeo de las capas de una pieza que están en contacto con la base. Este pandeo es común en materiales como el ABS, materiales con altas temperaturas de extrusión y que tienden a deformarse a medida que se enfrían. Para evitar este problema se suele recurrir a:
Base de impresión caliente
Actualmente la mayoría de impresoras 3D FDM disponen de base caliente para imprimir. Para materiales sensibles a los cambios de temperatura, como el ABS, utilizar una temperatura de base de 100 – 120 ºC es clave para mantener la estabilidad dimensional.
Enclosed
Cuando un usuario desea realizar piezas en ABS de tamaño medio o grande, emplear solo una base caliente no es suficiente para evitar el warping. En este caso la impresora 3D debe contar con un enclosed y en el caso de necesitar realizar piezas de gran volumen, es recomendable un ambiente calefactado.
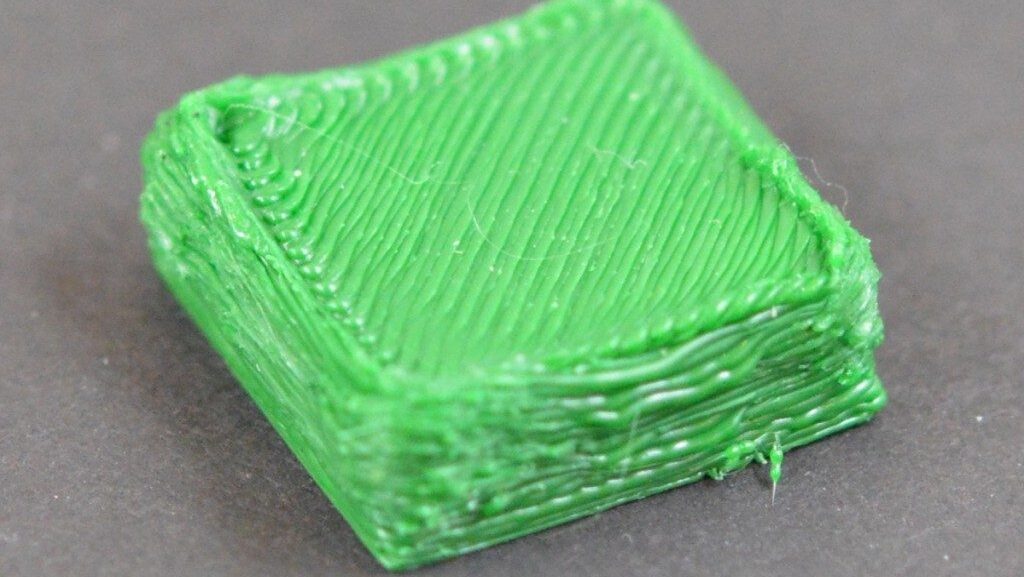
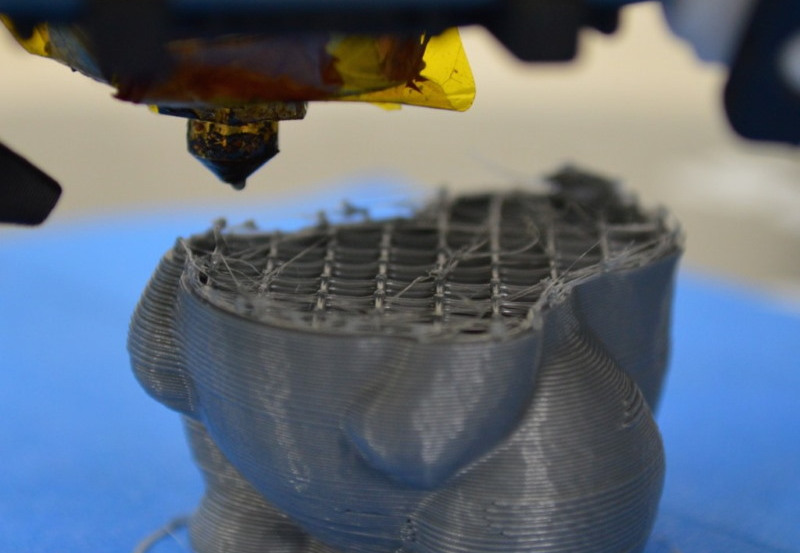
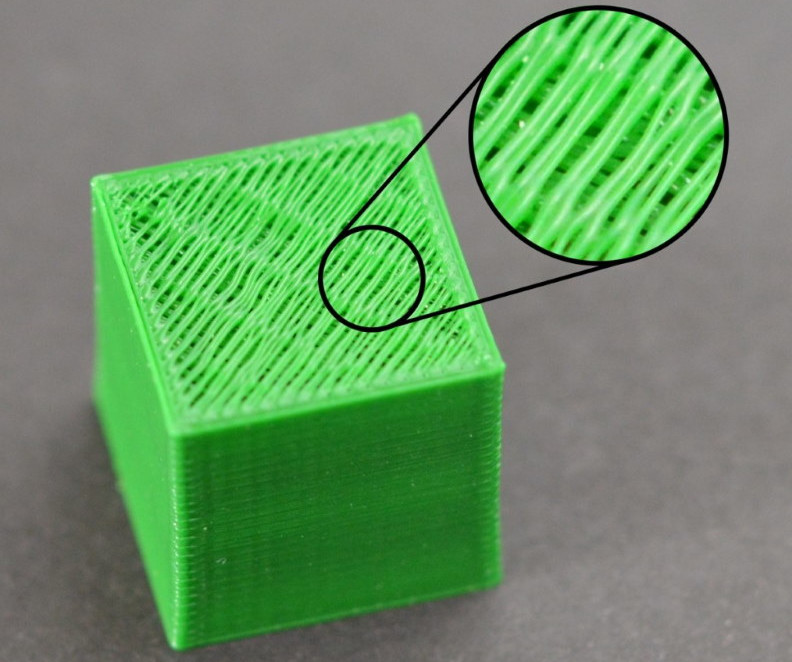
Holguras entre las pasadas de la última capa
Cuando se observa un mal acabado de la capa superior, con un aspecto que transmite una sensación de falta de material se puede deber a un relleno interior poco denso, con agujeros demasiado grandes y difíciles de cubrir. Otro factor que produce esto es un número insuficiente de capas después del relleno, para cubrir por completo la superficie. También puede aparecer este error por insuficiente flujo de filamento, sobre todo en piezas grandes, donde las pasadas continuas son grandes. Para comprobar si hay un problema de escaso flujo se hace una comprobación de medidas exteriores, si estas son menores se debe aumentar el flujo de 5 % en 5 % hasta conseguir que la pieza tenga la medida del diseño.
FUENTE: filament2print.com